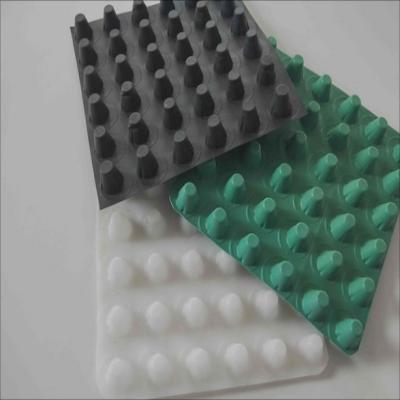
Drenadplato Ĝi havas tre bonan drenadkapablon, korodreziston, premoreziston kaj mediprotektajn karakterizaĵojn. Ĝi estas ofte uzata en konstrufundamenta inĝenierado, keloakvigorado, tegmentverdigo, aŭtovojaj kaj fervojaj tuneloj drenado kaj aliaj kampoj.
1. Selektado de krudmaterialoj
La ĉefa kruda materialo de drenada tabulo estas alt-denseca polietileno (HDPE) kaj polipropileno (PP) egalaj alt-fortaj plastoj. Ĉi tiuj materialoj havas tre bonan korodreziston, veterreziston kaj premreziston, kaj povas kontentigi la bezonojn de uzo en diversaj medioj. Kiam oni elektas krudmaterialojn, necesas strikte kontroli la kvaliton de la krudmaterialoj kaj certigi, ke la materialoj plenumas la produktadnormojn, por certigi la finan funkciadon de la drenada tabulo.
2. Fluo de la produktada procezo
La produktada procezo de drenadtabulo ĉefe inkluzivas paŝojn kiel ekzemple dozado, kirlado, eltrudado, kalandrado (aŭ muldilformado), malvarmigo, tranĉado, inspektado kaj pakado.
1、Ingrediencoj: Laŭ la produktada postulo, krudmaterialoj kiel polimero, plifortiga fibro kaj plenigaĵo estas miksitaj laŭ certa proporcio. En ĉi tiu paŝo, la proporcio de krudmaterialoj devas esti strikte kontrolata por certigi la funkciadon kaj kvaliton de la drenadtabulo.
2. Miksado: Metu la miksitajn krudmaterialojn en likvigilon kaj miksu ĝisfunde tiel ke la komponantoj estu egale distribuitaj. Dum la kirlado, atentu la kirladrapidecon kaj kirladotempon por certigi, ke la krudmaterialoj estas plene miksitaj.
3. Eltrudado: La kirlita materialo estas eltrudita tra eltrudilo por formi certan formon de drenada plato de embrio. Dum la eltruda procezo, la eltruda rapido kaj temperaturo devas esti kontrolitaj por certigi la kvaliton kaj formon de la embria korpo.
4. Kalendaro (aŭ muldado per ŝimo): La eltrudita embria korpo estas kalandrita per kalandro aŭ muldita per ŝimo por atingi certan dikecon kaj platecon. Ĉi tiu procezo postulas kontroli la kalandran premon, temperaturon kaj dezajnon de la ŝimo por certigi la kompaktecon kaj dimensian precizecon de la embria korpo.
5. Malvarmiĝo: Malvarmigi la kalandritan (aŭ mulditan) embrian korpon por atingi certan malmolecon kaj stabilecon. Dum la malvarmiga procezo, oni atentu la malvarmigan rapidon kaj temperaturon por eviti deformiĝon aŭ fendiĝon de la embria korpo.
6. Tranĉado: Tranĉi la malvarmigitan embrian korpon laŭ certa grandeco por formi la pretan produkton de la drentabulo. Dum la tranĉprocezo, la tranĉprecizeco kaj rapideco devas esti certigitaj por certigi la grandecon kaj kvaliton de la drentabulo.
7. Inspektado kaj pakado: Faru kvalitan inspektadon de la tranĉita drenada tabulo, inkluzive de aspekto, dimensia precizeco, fizikaj ecoj, ktp. Post la inspektado, ĝi estos denove pakita, kutime envolvita en plasta folio, kaj konvene markita kaj pakita.
3. Kvalitkontrolo kaj estontaj evoluaj tendencoj
Dum la produktada procezo de drenadtabulo, kvalito-kontrolo estas la ŝlosilo por certigi la funkciadon de la produkto. Krudmaterialoj devas esti strikte kontrolitaj kaj inspektitaj, kaj la produktada procezo devas esti strikte kontrolata por certigi, ke ĉiu paŝo estas plenumata laŭ la preskribita operacio. Ankaŭ faru kvalito-inspekton de la preta produkto por certigi, ke ĝi plenumas la koncernajn normojn kaj postulojn.
Afiŝtempo: 18-a de januaro 2025



