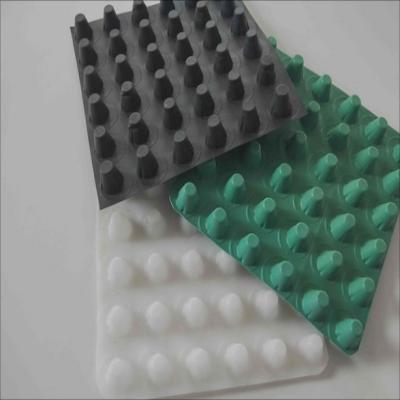
Viemäröintilevy Sillä on erittäin hyvä salaojituskyky, korroosionkestävyys, paineenkestävyys ja ympäristönsuojeluominaisuudet. Sitä käytetään yleisesti rakennusten perustusrakentamisessa, kellarien vedeneristyksessä, kattojen viherrakentamisessa, moottoritie- ja rautatietunnelien salaojituksessa ja muilla aloilla.
1. Raaka-aineiden valinta
Salaojalevyn pääraaka-aine on suurtiheyksinen polyeteeni (HDPE) ja polypropeeni (PP), jotka ovat yhtä lujia muoveja. Näillä materiaaleilla on erittäin hyvä korroosionkestävyys, säänkestävyys ja paineenkestävyys, ja ne soveltuvat erilaisiin käyttöympäristöihin. Raaka-aineita valittaessa on tärkeää valvoa tarkasti raaka-aineiden laatua ja varmistaa, että materiaalit täyttävät tuotantostandardit, jotta salaojalevyn lopullinen suorituskyky voidaan varmistaa.
2. Tuotantoprosessin kulku
Salaoutuslevyn tuotantoprosessiin kuuluvat pääasiassa vaiheet, kuten panostus, sekoittaminen, ekstruusio, kalanterointi (tai muotinmuodostus), jäähdytys, leikkaus, tarkastus ja pakkaaminen.
1. Ainesosat: Tuotantotarpeen mukaan raaka-aineet, kuten polymeeri, lujitekuitu ja täyteaine, sekoitetaan tietyssä suhteessa. Tässä vaiheessa raaka-aineiden suhdetta on valvottava tarkasti salaojalevyn suorituskyvyn ja laadun varmistamiseksi.
2. Sekoitus: Laita sekoitetut raaka-aineet tehosekoittimeen ja sekoita huolellisesti, jotta komponentit jakautuvat tasaisesti. Sekoituksen aikana on kiinnitettävä huomiota sekoitusnopeuteen ja -aikaan, jotta raaka-aineet sekoittuvat täysin.
3. Ekstruusio: Sekoitettu materiaali ekstruuderataan ekstruuderin läpi tietyn muotoisen salaojituslevyn alkion muodostamiseksi. Ekstruusioprosessin aikana ekstruusionopeutta ja lämpötilaa on valvottava alkion rungon laadun ja muodon varmistamiseksi.
4. Kalanterointi (tai muottimuovaus): Puristettu alkion runko kalanteroidaan kalanterin läpi tai muottimuovataan tietyn paksuuden ja tasaisuuden saavuttamiseksi. Tämä prosessi vaatii kalanterointipaineen, -lämpötilan ja -muotin rakenteen säätöä alkion rungon kompaktiuden ja mittatarkkuuden varmistamiseksi.
5. Jäähdytys: Kalanteroitu (tai muovattu) alkion runko jäähdytetään tietyn kovuuden ja vakauden saavuttamiseksi. Jäähdytysprosessin aikana on kiinnitettävä huomiota jäähdytysnopeuteen ja lämpötilaan alkion rungon muodonmuutoksen tai halkeilun välttämiseksi.
6. Leikkaus: Jäähdytetyn alkion leikkaaminen tiettyyn kokoon valutuslevyn valmiin tuotteen muodostamiseksi. Leikkausprosessin aikana on varmistettava leikkaustarkkuus ja -nopeus valutuslevyn koon ja laadun varmistamiseksi.
7. Tarkastus ja pakkaus: Suorita leikatun salaojituslevyn laatutarkastus, mukaan lukien ulkonäkö, mittatarkkuus, fysikaaliset ominaisuudet jne. Tarkastuksen läpäisemisen jälkeen se pakataan uudelleen, yleensä muovikalvoon käärittynä, ja merkitään ja pakataan asianmukaisesti.
3. Laadunvalvonta ja tulevaisuuden kehityssuunnat
Salaolevyjen tuotantoprosessin aikana laadunvalvonta on avainasemassa tuotteen suorituskyvyn varmistamisessa. Raaka-aineet on seulottava ja tarkastettava tarkasti, ja tuotantoprosessia on valvottava tiukasti sen varmistamiseksi, että jokainen vaihe suoritetaan määrättyjen toimenpiteiden mukaisesti. Myös valmiille tuotteelle on suoritettava laaduntarkastus sen varmistamiseksi, että se täyttää asiaankuuluvat standardit ja vaatimukset.
Julkaisun aika: 18. tammikuuta 2025



