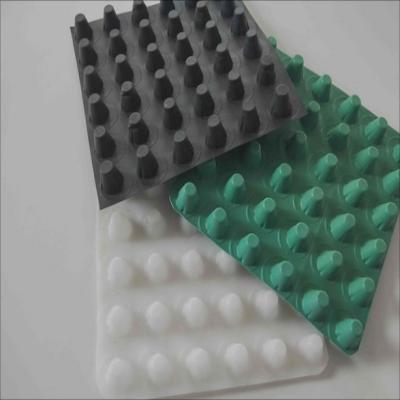
Дренажная пластина Обладает очень хорошими дренажными свойствами, коррозионной стойкостью, устойчивостью к давлению и экологическими характеристиками. Широко используется в строительстве фундаментов, гидроизоляции подвалов, озеленении крыш, дренаже автомобильных и железнодорожных тоннелей и других областях.
1. Выбор сырья
Основным сырьем для дренажных плит является полиэтилен высокой плотности (ПЭВП) и полипропилен (ПП), равноценные высокопрочным пластикам. Эти материалы обладают очень хорошей коррозионной стойкостью, атмосферостойкостью и устойчивостью к давлению, что позволяет использовать их в различных условиях. При выборе сырья необходимо строго контролировать его качество и обеспечивать соответствие производственным стандартам, чтобы гарантировать качество конечной дренажной плиты.
2. Технологический процесс производства
Производственный процесс изготовления дренажных плит включает в себя такие основные этапы, как дозирование, перемешивание, экструзия, каландрирование (или формование), охлаждение, резка, контроль качества и упаковка.
1. Состав: В соответствии с производственными требованиями, сырье, такое как полимер, армирующее волокно и наполнитель, смешиваются в определенной пропорции. На этом этапе соотношение сырья должно строго контролироваться для обеспечения характеристик и качества дренажной плиты.
2. Смешивание: Поместите смешанные сырьевые материалы в блендер и тщательно перемешайте, чтобы компоненты равномерно распределились. В процессе перемешивания следует следить за скоростью и временем перемешивания, чтобы обеспечить полное смешивание сырьевых материалов.
3. Экструзия: Перемешанный материал экструдируется через экструдер для формирования зародыша дренажной пластины определенной формы. В процессе экструзии необходимо контролировать скорость экструзии и температуру, чтобы обеспечить качество и форму зародыша.
4. Каландрирование (или формование в матрице): Экструдированный заготовочный материал подвергается каландрированию в каландре или формованию в матрице для достижения определенной толщины и плоскостности. Этот процесс требует контроля давления каландрирования, температуры и конструкции матрицы для обеспечения компактности и точности размеров заготовки.
5. Охлаждение: Охлаждение каландрированного (или отформованного) зародыша для достижения им определенной твердости и стабильности. В процессе охлаждения следует уделять внимание скорости и температуре охлаждения, чтобы избежать деформации или растрескивания зародыша.
6. Резка: Охлажденный зародышевый материал разрезается на части определенного размера для получения готового дренажного изделия. В процессе резки необходимо обеспечить точность и скорость резки, чтобы гарантировать соответствие размерам и качеству дренажного изделия.
7. Контроль качества и упаковка: Проводится контроль качества нарезанных дренажных досок, включая внешний вид, точность размеров, физические свойства и т. д. После прохождения контроля доска повторно упаковывается, обычно в полиэтиленовую пленку, надлежащим образом маркируется и упаковывается.
3. Контроль качества и будущие тенденции развития.
В процессе производства дренажных плит контроль качества является ключевым фактором обеспечения их эксплуатационных характеристик. Сырье должно проходить строгий отбор и проверку, а производственный процесс должен строго контролироваться, чтобы каждый этап выполнялся в соответствии с установленными правилами. Также необходимо проводить контроль качества готовой продукции, чтобы убедиться в ее соответствии соответствующим стандартам и требованиям.
Дата публикации: 18 января 2025 г.



