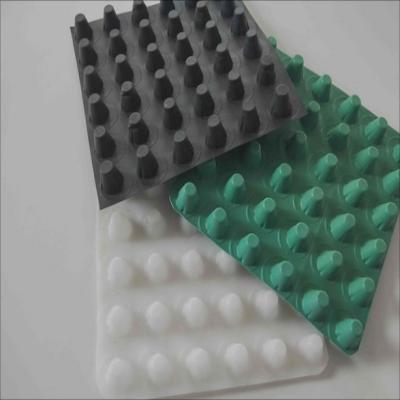
Drenaj plitasi U juda yaxshi drenaj ishlashi, korroziyaga chidamliligi, bosimga chidamliligi va atrof-muhitni muhofaza qilish xususiyatlariga ega. U odatda bino poydevorini loyihalash, podvalni gidroizolyatsiya qilish, tomni ko'kalamzorlashtirish, avtomobil yo'llari va temir yo'l tunnellarini drenajlash va boshqa sohalarda qo'llaniladi.
1. Xom ashyo tanlash
Drenaj taxtasining asosiy xom ashyosi yuqori zichlikdagi polietilen (HDPE), polipropilen (PP) teng yuqori mustahkamlikdagi plastmassalardir. Bu materiallar juda yaxshi korroziyaga chidamlilik, ob-havoga chidamlilik va bosimga chidamlilikka ega va turli muhitlarda foydalanish ehtiyojlarini qondira oladi. Xom ashyoni tanlashda drenaj taxtasining yakuniy ishlashini ta'minlash uchun xom ashyo sifatini qat'iy nazorat qilish va materiallarning ishlab chiqarish standartlariga javob berishini ta'minlash kerak.
2. Ishlab chiqarish jarayoni oqimi
Drenaj taxtasini ishlab chiqarish jarayoni asosan partiyalash, aralashtirish, ekstruziya, kalenderlash (yoki qolip hosil qilish), sovutish, kesish, tekshirish va qadoqlash kabi bosqichlarni o'z ichiga oladi.
1, Tarkibi: Ishlab chiqarish talabiga muvofiq, polimer, mustahkamlovchi tola va plomba moddasi kabi xom ashyolar ma'lum bir nisbatda aralashtiriladi. Ushbu bosqichda drenaj taxtasining ishlashi va sifatini ta'minlash uchun xom ashyo nisbati qat'iy nazorat qilinishi kerak.
2, Aralashtirish: Aralashtirilgan xom ashyoni blenderga soling va tarkibiy qismlar teng taqsimlangan holda yaxshilab aralashtiring. Aralashtirish jarayonida xom ashyo to'liq aralashganligiga ishonch hosil qilish uchun aralashtirish tezligi va aralashtirish vaqtiga e'tibor berish kerak.
3, Ekstruziya: Aralashtirilgan material ekstruder orqali ekstruziya qilinadi va drenaj plastinkasi embrionining ma'lum bir shaklini hosil qiladi. Ekstruziya jarayonida embrion tanasining sifati va shaklini ta'minlash uchun ekstruziya tezligi va harorati nazorat qilinishi kerak.
4, kalendrlash (yoki qolipga solish): Ekstruziya qilingan embrion tanasi ma'lum bir qalinlik va tekislikka ega bo'lishi uchun kalendrlash orqali kalendrlanadi yoki qolipga solish orqali qolipga solinadi. Bu jarayon embrion tanasining ixchamligi va o'lchov aniqligini ta'minlash uchun kalendrlash bosimi, harorati va qolip dizaynini boshqarishni talab qiladi.
5, Sovutish: Kalandrlangan (yoki qoliplangan) embrion tanasini ma'lum bir qattiqlik va barqarorlikka erishish uchun sovutish. Sovutish jarayonida embrion tanasining deformatsiyasi yoki yorilishining oldini olish uchun sovutish tezligi va haroratiga e'tibor qaratish kerak.
6, Kesish: Drenaj taxtasining tayyor mahsulotini hosil qilish uchun sovutilgan embrion tanasini ma'lum o'lchamga muvofiq kesish. Kesish jarayonida drenaj taxtasining o'lchami va sifatini ta'minlash uchun kesish aniqligi va tezligi ta'minlanishi kerak.
7, Tekshirish va qadoqlash: Kesilgan drenaj taxtasida sifat tekshiruvini o'tkazing, jumladan, tashqi ko'rinish sifati, o'lchov aniqligi, fizik xususiyatlar va boshqalar. Tekshiruvdan o'tgandan so'ng, u yana qadoqlanadi, odatda plastik plyonkaga o'raladi va to'g'ri belgilangan va qadoqlanadi.
3. Sifat nazorati va kelajakdagi rivojlanish tendentsiyalari
Drenaj taxtasini ishlab chiqarish jarayonida sifat nazorati mahsulotning ishlashini ta'minlashning kalitidir. Xom ashyo qat'iy tekshirilishi va tekshirilishi kerak, shuningdek, har bir bosqich belgilangan operatsiyaga muvofiq amalga oshirilishini ta'minlash uchun ishlab chiqarish jarayoni qat'iy nazorat qilinishi kerak. Shuningdek, tayyor mahsulot tegishli standartlar va talablarga javob berishini ta'minlash uchun sifat tekshiruvini o'tkazing.
Joylashtirilgan vaqt: 2025-yil 18-yanvar



